「レスコン」カテゴリーアーカイブ
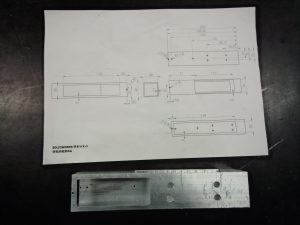
3号機のモーター止めと軸受け
3号機のモーター止めと軸受けのタップ加工をしました。穴の大きさはM3です。合計28個のタップ加工をしました。斜めにならないように、かつスムースに効率的に作業できるよう自分なりに工夫して行いました。(千葉 到君:電子機械工学科2年)
カテゴリー: レスコン
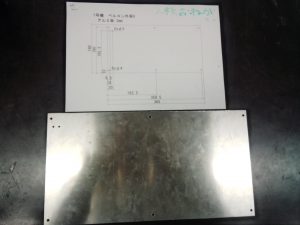
1・2号機のベルトコンベア
1・2号機のベルトコンベアの外板を加工しました。前回作った同じ部品を、穴の有無が変更しました。ケガキでハイトゲージが使えないくらい長い線だったので手動でやるのが難しかったです。(千葉 到君:電子機械工学科2年)
カテゴリー: レスコン
ベルトコンベア外板の加工
1・2号機のベルトコンベアの外板の加工をしました。板をコンタマシンでうまく真っ直ぐに切る事が出来ました。また、ヤスリ掛けを自分で工夫した方法でやりました。結果、仕上がりが非常に滑らかになりました。(千葉 到君:電子機械工学科2年)
カテゴリー: レスコン
フライス盤加工
今週も加工をしていました。まず、フライス盤加工で穴が貫通しなかった部品のボール盤穴開け加工をしました。次に、1・2号機のベルコンの側面板の電動ノコギリ加工をしてヤスリ掛けをしました。(千葉 到君:電子機械工学科2年)

カテゴリー: レスコン

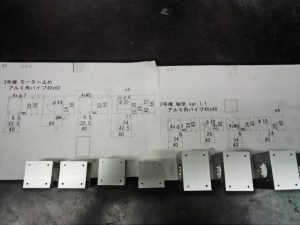
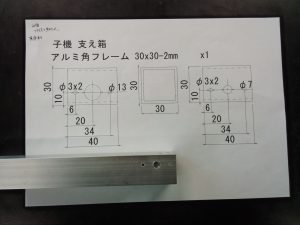
子機の支え軸
子機の支え軸を1から作り直すことになりました。そのためその加工をしていました。穴位置を正確にするため角パイプの上下に同時穴を開けました。穴開け中に角パイプがずれないように気を付けて作業しました。 (千葉 到君:電子機械工学科2年)
カテゴリー: レスコン
加工ミスと今後の対策
加工した部品で穴の位置を間違えてしまいました。原因は、構造を正確に理解していなかった事です。これからは、図面をよく確認するようにします。また、構造のイメージを考えて作業しようと思います。(千葉 到君:電子機械工学科2年)

カテゴリー: レスコン
ベルトコンベア動作確認
Eリングは他のメンバーもまだ使ったことが無かった部品だったのでどこまで精度よく加工できるか不安でしたが、ある程度精度よくでき、ベルトコンベアも想定内の動きをしてくれたのでよかったです。今後はベルトコンベアと同時進行で設計していた3号機の子機の設計図を作り、どんどん加工をしていこうと思います。(山田秦也君:電子機械工学科1年)
カテゴリー: レスコン
ベルトコンベア完成
メンバーに加工を手伝ってもらい、1号機に搭載するベルトコンベア本体が完成しました。
前回の夏に作ったベルトコンベアからの大きな改善点として、
- ベルコンの回転軸の本数が少なく軸同士の間隔が広くなってしまい、ダミヤンが間にはまって奥までうまく移動できなかったので軸数を5→7本に変更
- 組み立て時に一つ一つ軸にセットカラーを取り付けて位置調整する手間が大変だったので、軸の固定方法をセットカラーからEリングにする
などを行いました。Eリングは他のメンバーもまだ使ったことが無かった部品だったのでどこまで精度よく加工できるか不安でしたが、ある程度精度よくでき、ベルトコンベアも想定内の動きをしてくれたのでよかったです。今後はベルトコンベアと同時進行で設計していた3号機の子機の設計図を作り、どんどん加工をしていこうと思います。(山田秦也君:電子機械工学科1年)

カテゴリー: レスコン